
Cap de sudare cu laser portabil SUP 30S

Sigur.- Sigur
Cercetare și dezvoltare independentă a sistemului de detectare a securității, a creat o serie de alarme de securitate, securitate și stabilitate
Economie de timp - eficient și convenabil
Oglindă focus, sertar oglindă de protecție, înlocuire convenabilă
Lejeritate - Lejeritatea reduce sarcina
Dimensiuni mai mici, greutate mai ușoară, funcționare flexibilă, ușor de utilizat
Calitate - sudura frumoasa - performanta stabila
Rezistență mare la sudare, deformare mică, adâncime mare de topire
Performanță - Funcții multiple
Sprijină sudare continuă manuală, sudare în puncte, curățare, tăiere, „mână” „din moment” - corp, autorizare prin parolă
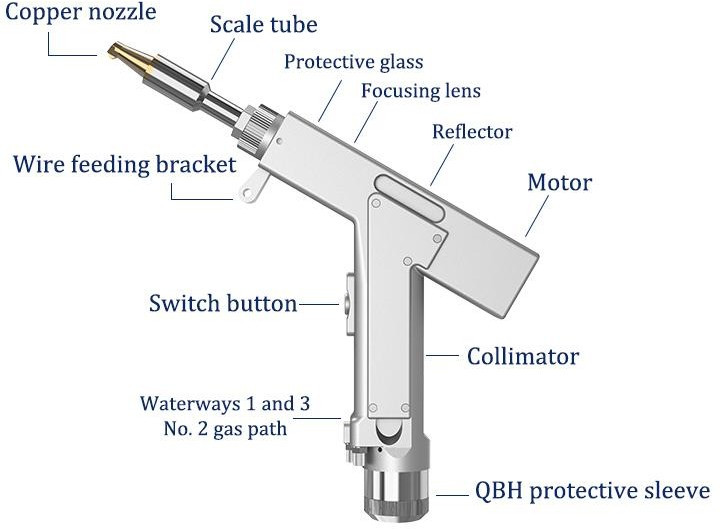
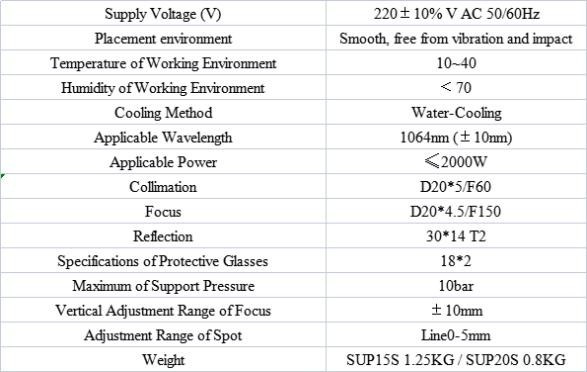
Super welding head este un cap de tăiere pentru sudură portabil lansat în 2019. Produsul acoperă pistoale de sudură portabile și sisteme de control dezvoltate de sine stătătoare și este echipat cu multiple alarme de siguranță și setări active de putere sigură și stingere.Acest produs poate fi adaptat la diferite mărci de lasere cu fibră;Designul optic optimizat și răcit cu apă permite capului laser să funcționeze stabil pentru o perioadă lungă de timp sub 3000W.
Caracteristici de bază: sistem de control dezvoltat de sine, multiple alarme de siguranță, dimensiuni mai mici, funcționare flexibilă și ușor de utilizat.
Mai stabil: Toți parametrii sunt vizibili, monitorizarea în timp real a stării întregii mașini, pentru a evita problemele în avans, mai convenabil pentru depanarea și rezolvarea problemelor, pentru a asigura funcționarea stabilă a capului de sudare.
Proces: Toți parametrii sunt vizibili, calitatea sudurii este mai perfectă, deformarea este mică, iar penetrarea este mare.
Parametri stabili și repetabilitate ridicată: presiunea aerului determinată a duzei și starea lentilei, atâta timp cât puterea laserului este stabilă, parametrii procesului trebuie să fie repetați.Îmbunătățiți considerabil eficiența, reducând în același timp cerințele operatorului.
1) Asigurați o împământare fiabilă înainte de alimentarea cu energie.
2) Capul de ieșire laser este conectat cu capul de sudură.Vă rugăm să verificați cu atenție capul de ieșire laser când îl utilizați pentru a preveni praful sau alte poluări.Când curățați capul de ieșire laser, vă rugăm să utilizați hârtie specială pentru lentile.
3) Dacă echipamentul nu este utilizat în conformitate cu metodele specificate în acest manual, acesta poate fi în stare anormală de funcționare și poate cauza daune.
4) Când înlocuiți lentila de protecție, asigurați-vă că o protejați.
5) Vă rugăm să rețineți: atunci când utilizați pentru prima dată, când lumina roșie nu poate ieși din gura de cupru, asigurați-vă că nu emiteți lumină
Detalii de livrare a pachetului capului de sudură manual
★ Primul strat
Cap de sudare SUP20S 1buc
Set sistem 1
Cablu sistem standard 10m
★ Al doilea strat
Duză din cupru 7buc Duză de tăiere 1buc
Tub cantar 1buc
Lentila de protectie 10 buc
Clemă de masă 1buc
Cablu de conectare la ecran 1m
Cataramă pentru ecranul de afișare 1 set
★ Al treilea strat
Ecran de afișare 1 buc
întrerupător de alimentare 2 buc
Definirea cablajului controlerului

Terminalul de alimentare al controlerului
Sursa de alimentare folosește interfața 5P, iar sursa de alimentare comutată de 24V și sursa de alimentare comutată de 15V sunt utilizate pentru alimentare.
Vă rugăm să rețineți că sursa de comutație de 15V distinge polii pozitivi și negativi, V1 este conectat la 15V+, V2 este conectat la 15V- și orice COM de pe sursa de comutație de 15V este conectat la pinul 2 GND!
Vă rugăm să rețineți că sursa de alimentare comutată trebuie să fie legată la pământ!
Controler LCD24/5000
Cablul LCD este livrat împreună cu dispozitivul și poate fi conectat direct.Consultați figura de mai sus pentru definiții specifice
Interfața semnalului controlerului 1
①/②Pinul este intrarea semnalului de alarmă de presiune a aerului, dacă trebuie să activați (este necesar cablarea), vă rugăm să setați nivelul de alarmă de presiune a aerului în fundal la nivel ridicat, altfel este scăzut
Pinul ③/④ este intrarea semnalului de alarmă a rezervorului de apă.Dacă trebuie să-l activați (este necesar cablarea), setați nivelul de alarmă de presiune a aerului în fundal la mare, altfel este scăzut
⑤Pinul numeric este masa de referință pentru blocarea de siguranță la masă și este conectat direct la piesa de prelucrat cu un fir
⑥ Nr. pinul este blocarea de siguranță la masă a capului de sudare, conectată la firul albastru al firului cu trei nuclee, când capul de sudare atinge piesa de prelucrat, blocarea de siguranță este activată în acest moment
⑦ Pinul numeric este comutatorul capului de sudare, conectat la firul maro al firului cu trei fire
⑧Pin No. este comutatorul de lumină al capului de sudare, conectat la firul negru al firului cu trei fire, când declanșatorul este apăsat, butonul de declanșare este pornit
Vă rugăm să rețineți că numai atunci când nu există nicio alarmă și semnalul butonului de blocare și declanșare sigur este pornit, semnalul de ieșire al portului următor va fi trimis.
Interfața semnalului controlerului 2
Capătul 2 al interfeței de semnal utilizează o interfață 6P, iar supapa de aer este legată de alimentarea firului
①Picioare rezervate
②Picioare rezervate (sincronizate cu semnal cu 4 pini)
③/④Piciorul este supapa de ieșire 24V, conectați la supapă
⑤/⑥ Pinul este firul de semnal al alimentatorului de sârmă, portul de semnal al alimentatorului de sârmă, indiferent de pozitiv sau negativ
Schema electrică a controlerului
①/②Pinul este intrarea semnalului de alarmă de presiune a aerului, dacă trebuie să activați (este necesar cablarea), vă rugăm să setați nivelul de alarmă de presiune a aerului în fundal la nivel ridicat, altfel este scăzut
Pinul ③/④ este intrarea semnalului de alarmă a rezervorului de apă.Dacă trebuie să-l activați (este necesar cablarea), setați nivelul de alarmă de presiune a aerului în fundal la mare, altfel este scăzut
⑤Pinul numeric este masa de referință pentru blocarea de siguranță la masă și este conectat direct la piesa de prelucrat cu un fir
⑥ Nr. pinul este blocarea de siguranță la masă a capului de sudare, conectată la firul albastru al firului cu trei nuclee, când capul de sudare atinge piesa de prelucrat, blocarea de siguranță este activată în acest moment
⑦ Pinul numeric este comutatorul capului de sudare, conectat la firul maro al firului cu trei fire
⑧Pin No. este comutatorul de lumină al capului de sudare, conectat la firul negru al firului cu trei fire, când declanșatorul este apăsat, butonul de declanșare este pornit
Vă rugăm să rețineți că numai atunci când nu există nicio alarmă și semnalul butonului de blocare și declanșare sigur este pornit, semnalul de ieșire al portului următor va fi trimis.
Interfața semnalului controlerului 2
Capătul 2 al interfeței de semnal utilizează o interfață 6P, iar supapa de aer este legată de alimentarea firului
①Picioare rezervate
②Picioare rezervate (sincronizate cu semnal cu 4 pini)
③/④Piciorul este supapa de ieșire 24V, conectați la supapă
⑤/⑥ Pinul este firul de semnal al alimentatorului de sârmă, portul de semnal al alimentatorului de sârmă, indiferent de pozitiv sau negativ
Interfața semnalului controlerului 3
①Pinul este intrarea semnalului de alarmă laser +, dacă trebuie să-l activați, vă rugăm să setați nivelul de alarmă de presiune a aerului la mare în fundal
②Pinul este activat+, conectați-vă la activarea laser+
③ Pinul are o ieșire de 24 V, iese direct la 24 V+ după pornire
④Pet No. este un teren comun (teren de referință pentru picioare 1/2/3/5)
⑤ Pinul numărului este cantitate analogică + ieșire, este dată cantitatea analogică
⑥Pinul este un semnal modulat PWM
⑦Pinul numeric este semnal de modulație PWM+
Schema electrică a controlerului

Notă: Terminalul COM al sursei de comutație de ±15V și terminalul -V (0V) al sursei de comutație +24V trebuie să fie conectate la GND și conectate complet la piesa de prelucrat în același timp.Carcasa sursei de alimentare comutatoare trebuie conectată la pământ, în caz contrar, poate apărea o alarmă de blocare a pământului de siguranță și nu va fi emisă nicio lumină.
Interfață de intrare optică
Capul de sudare SUP este potrivit pentru majoritatea generatoarelor laser industriale.Conectorii de fibră optică utilizați în mod obișnuit includ IPG, Ruike, Chuangxin, Fibo, Tottenham, Jept, Kaplin etc. Optica trebuie păstrată curată și tot praful trebuie îndepărtat înainte de utilizare.
Când fibra este introdusă, capul de tăiere trebuie rotit cu 90 de grade pentru a fi orizontal, iar apoi fibra este utilizată pentru a preveni căderea prafului în interfață.
Interfață cu gaz de protecție și răcitor de apă
Interfața conductei de apă și a conductei de aer poate fi instalată cu furtunuri cu un diametru exterior de 6 mm și un diametru interior de 4 mm.Calea aerului intră în mijloc, iar cele două laturi sunt conducte de intrare și de evacuare a apei (indiferent de direcția de intrare și de evacuare) , După cum se arată mai jos:

Sistemul de răcire este împărțit în partea de circuit de apă a capului de sudare și partea de circuit de apă a capului de fibră optică, care sunt conectate în serie, așa cum se arată în figura de mai jos:

Pistol de sudură și interfață de conectare a casetei de control
Pistolul de sudură și cutia de control utilizează trei fire pentru a se conecta, inclusiv: linie de alimentare cu două nuclee a motorului, linie de semnal al motorului cu cinci nuclee, blocare la pământ de siguranță cu trei nuclee și linie de buton de declanșare
Firele de alimentare/semnal ale motorului (două fire negre) sunt conectate direct la partea motorului a capului de sudare și pot fi demontate (sunt disponibile două opțiuni: 1. Deschideți capacul motorului și placa laterală a pistolului de sudură portabil 2. Deschideți caseta de control Toate sunt prize)
Sârmă cu trei nuclee pentru butonul de blocare și declanșare în siguranță folosit Fișă de aviație detașabilă: fire de blocare și buton în siguranță, dintre care 1 este albastru, 2 este negru și 3 este maro (conectat la pinul 6/7/8 al interfeței de semnal 1, vezi definiția cablajului cutiei de control de mai sus pentru detalii)
Instalare alimentator de sârmă
Fișa antenă cu două fire de la coada alimentatorului de sârmă este conectată la pinul 5/6 al interfeței de semnal 2. Consultați următoarele pentru metoda de instalare specifică
Faceți clic pe: Instrucțiuni de instalare a alimentatorului de sârmă (Appleturi)
Panou de control și ghid de operare (urmatorul este versiunea V3.3)
Rezumatul operațiunii și ghidul de operare
Panoul de operare al seriei SUP este compus în principal din ecran tactil și cutie de control.
Atingeți pagina principală, procesul, setarea și monitorizarea interfeței de operare.
Ecranul principal de operare a ecranului tactil

①În această interfață, puteți vedea parametrii actuali ai procesului și informațiile de alarmă instantanee.
②Laserul este activat și indicatorul luminos roșu este aprins când este pornit.
③ Încuietoarea de siguranță este de obicei gri, iar când capul de sudură atinge piesa de prelucrat, devine verde și poate fi procesată.
④ Selecția modului de sudare, implicit este continuă.Când este setat pentru sudarea în puncte, poate emite lumină intermitent pentru operarea de sudare în puncte, ceea ce este convenabil pentru controlul timpului de sudare în puncte din cauza erorii umane.Această funcție trebuie setată după cum este necesar (versiunea V3.3 este funcția de mai sus)
Ecranul principal de operare a procesului

①Interfața de proces conține parametrii procesului pentru depanare, care pot fi modificați făcând clic pe casetă.După finalizarea modificării, faceți clic pe OK, apoi salvați-o în procesul de comenzi rapide.Când îl utilizați, faceți clic pe Import (Modificare-Salvare-Importare).
②Intervalul de viteză de scanare este de 2-6000 mm/S, iar intervalul de lățime de scanare este de 0^5 mm.Viteza de scanare este limitată de lățimea de scanare.Relația de limitare este: 10≤viteza de scanare/(lățimea de scanare*2) ≤1000 Dacă depășește limita, va deveni automat valoarea limită.Când lățimea de scanare este setată la 0, aceasta nu va scana (adică sursa de lumină punctuală) (cea mai des folosită viteză de scanare: 300 mm/S, lățime 2,5 mm).
③Puterea de vârf trebuie să fie mai mică sau egală cu puterea laserului de pe pagina de parametri (de exemplu, puterea laserului este de 1000 W, atunci valoarea nu este mai mare decât
1000).
④Raportul de funcționare este 0 ~ 100 (implicit 100, de obicei nu trebuie schimbat).
⑤Intervalul recomandat de frecvență a pulsului este de 5-5000 Hz (prestabilit este 2000, de obicei nu trebuie schimbat).
⑥ Faceți clic pe butonul AJUTOR din dreapta sus pentru a obține mai multe explicații legate de parametri.
Referință la proces (sub rezerva condițiilor reale, următoarele sunt doar pentru referință)

Setați ecranul principal de operare
Parola 123456

①Puterea laserului este puterea maximă a laserului utilizat.
② Întârzierea aerului comutatorului este implicit de 200 ms, iar intervalul este de 200 ms-3000 ms.
③ Când lumina este aprinsă, aceasta va crește treptat de la N1% din puterea procesului la 100%;când lumina este stinsă, aceasta va crește treptat de la 100% din puterea procesului.
La N2;(după cum se arată în figura de mai jos).

④Compensarea întârzierii alimentării sârmei este timpul de avans al alimentării firului în raport cu semnalul luminos, care poate fi utilizat împreună cu funcția de retragere.
⑤Pragul maxim de alarmă de temperatură este de 70℃.Când valoarea este setată la 0, alarma de temperatură nu va fi detectată.
⑥Intervalul coeficientului de corecție de scanare 0,01 ~ 4, lățimea liniei țintă a coeficientului/lățimea liniei de măsurare: în general 1,25.
⑦Decalaj central laser -3~3mm, reduceți-l și mutați-l la stânga, măriți-l și mutați-l spre dreapta.
⑧Semnalul de nivel de alarmă este implicit, iar alarma ecranată poate fi schimbată direct la nivelul de detectare corespunzătoare.
⑨Durata sudării prin puncte este timpul de emitere a luminii după apăsarea trăgaciului, adică chiar dacă butonul este eliberat, lumina va fi emisă în continuare în funcție de timpul petrecut (versiunea V3.3 este funcția de mai sus)
⑩Intervalul de sudură în puncte este timpul luminii de oprire între două sudură în puncte după apăsarea butonului de declanșare (versiunea V3.3 și funcția superioară)
⑧ Faceți clic pe butonul AJUTOR din dreapta sus pentru a obține mai multe explicații legate de parametri.
Monitorizarea interfeței principale

Această interfață arată starea fiecărui semnal de detectare și informații despre dispozitiv
Faceți clic pe autorizarea dispozitivului pentru a intra în interfața de timp de utilizare autorizată, după introducerea parolei, sistemul poate fi autorizat pentru timpul de utilizare. Metodele de criptare și decriptare de autorizare sunt aceleași:
Metoda de decriptare a sistemului






